Accounting for Decision Making and Control 6th Edition by Jerold Zimmerman
Edition 6ISBN: 9780071283700Accounting for Decision Making and Control 6th Edition by Jerold Zimmerman
Edition 6ISBN: 9780071283700 Exercise 21
Pilot Plant
The Bion Co. has an R D building that is shared by three R D groups: High-Voltage, Medium- Voltage, and Low-Voltage. Adjacent to the R D building is Pilot Plant, a small-scale production facility designed for limited runs of experimental and commercial products. The groups rely on Pilot Plant to produce samples of their formulations.
At Pilot Plant, sample sizes vary from about 1,000 pounds to 10,000 pounds. The R D groups, including Pilot Plant, are run as cost centers. Pilot Plant also accepts special production runs for external customers that are too small for a regular plant. Pilot Plant consists of three combination blending/extruding machines, which produce pellets of compounded material. Unlike large commercial compounding machines (which can operate 24 hours a day), each of these machines is run for approximately 2,700 hours a year. In the past, Pilot Plant has costed its jobs based on direct materials, variable machine time, and allocated overhead. Overhead is allocated by machine time. A single plantwide machine rate pools all three machines. The overhead pool includes plant fixed costs plus the labor cost of Pilot Plant.
Approximately 20 percent of the machine technicians' time is spent performing general cleanup and maintenance. Machine time is calculated before each job by a computer program that outputs feed rate and setup parameters. Each product is scheduled to a specific machine based on its formulation. The cost schedule of each machine is shown here. Capacity represents the historical annual average capacity.
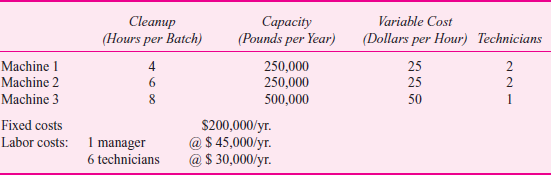
While formulations vary considerably, 90 percent of the blends are either resin or flameretardant magnesium hydroxide. These bulky materials are normally ordered one or two weeks ahead of time and take up much of the floor space. The additives are quite standard and are kept in stock. Weigh-ups and general setup are time consuming and vary from job to job; a formulation that requires seven additives takes considerably more time to prepare than a similar run with two additives. Time spent on setup was not tracked, but it is a simple matter for the technician to include these numbers with the run report. One of the technicians is not assigned to a particular machine but rather is responsible for arranging stock on the floor. Technicians work 2,000 hours per year. The manager spends most of his time scheduling runs and attending to administrative work.
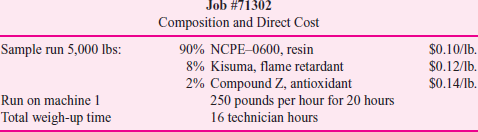
In a typical job, total weigh-up time is the amount of labor time required to locate, prepare, and mix the direct materials prior to inserting them in the machine.
Required:
a. Calculate the cost of the sample run as charged to Low-Voltage.
b. What is wrong with this system Construct an alternative costing system and describe its benefits.
c. Recalculate the cost of this run using the new system.
The Bion Co. has an R D building that is shared by three R D groups: High-Voltage, Medium- Voltage, and Low-Voltage. Adjacent to the R D building is Pilot Plant, a small-scale production facility designed for limited runs of experimental and commercial products. The groups rely on Pilot Plant to produce samples of their formulations.
At Pilot Plant, sample sizes vary from about 1,000 pounds to 10,000 pounds. The R D groups, including Pilot Plant, are run as cost centers. Pilot Plant also accepts special production runs for external customers that are too small for a regular plant. Pilot Plant consists of three combination blending/extruding machines, which produce pellets of compounded material. Unlike large commercial compounding machines (which can operate 24 hours a day), each of these machines is run for approximately 2,700 hours a year. In the past, Pilot Plant has costed its jobs based on direct materials, variable machine time, and allocated overhead. Overhead is allocated by machine time. A single plantwide machine rate pools all three machines. The overhead pool includes plant fixed costs plus the labor cost of Pilot Plant.
Approximately 20 percent of the machine technicians' time is spent performing general cleanup and maintenance. Machine time is calculated before each job by a computer program that outputs feed rate and setup parameters. Each product is scheduled to a specific machine based on its formulation. The cost schedule of each machine is shown here. Capacity represents the historical annual average capacity.
While formulations vary considerably, 90 percent of the blends are either resin or flameretardant magnesium hydroxide. These bulky materials are normally ordered one or two weeks ahead of time and take up much of the floor space. The additives are quite standard and are kept in stock. Weigh-ups and general setup are time consuming and vary from job to job; a formulation that requires seven additives takes considerably more time to prepare than a similar run with two additives. Time spent on setup was not tracked, but it is a simple matter for the technician to include these numbers with the run report. One of the technicians is not assigned to a particular machine but rather is responsible for arranging stock on the floor. Technicians work 2,000 hours per year. The manager spends most of his time scheduling runs and attending to administrative work.
In a typical job, total weigh-up time is the amount of labor time required to locate, prepare, and mix the direct materials prior to inserting them in the machine.
Required:
a. Calculate the cost of the sample run as charged to Low-Voltage.
b. What is wrong with this system Construct an alternative costing system and describe its benefits.
c. Recalculate the cost of this run using the new system.
Explanation

This question doesn’t have an expert verified answer yet, let Examlex AI Copilot help.
Accounting for Decision Making and Control 6th Edition by Jerold Zimmerman
Why don’t you like this exercise?
Other Minimum 8 character and maximum 255 character
Character 255


