Deck 16: Production Scheduling for Manufacturing and Service Operations
Full screen (f)
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
If the average completion tim  e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational loading priorities.
e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational loading priorities.
e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational loading priorities. Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
If jobs are the rows and facilities are the columns of an assignment problem,(see Table 16-1),then _____ yields the opportunity costs at a given facility for assigning various jobs that are not the best jobs for that facility. 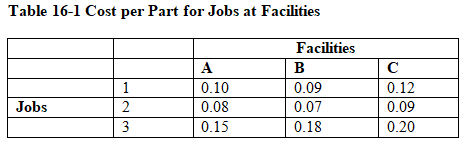
A) column subtraction
B) division by the costs
C) row subtraction
D) line subtraction
A) column subtraction
B) division by the costs
C) row subtraction
D) line subtraction
Question
Question
Question
Question
Question
Question
If the average completion tim  e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational sequence priorities.
e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational sequence priorities.
e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational sequence priorities. Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question
Question

Unlock Deck
Sign up to unlock the cards in this deck!
Unlock Deck
Unlock Deck
1/116
Play
Full screen (f)
Deck 16: Production Scheduling for Manufacturing and Service Operations
1
Master production scheduling answers the question: Which department is going to do what work?
False
2
Statement A: Bottlenecks are not caused by the mismatching of machinery and people working in job shops.Statement B: Bottlenecks are caused by mismatching process flow rates in the flow shop.Statements A and B are evidently correct and not contradictory.
False
3
In terms of processing times,FIFO is often a random sequence-without regard to SPT.This is true when any length job is as likely to enter the shop first as any other.
True
4
Loading assigns work at the facilities and specifies the order in which jobs should be done.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
5
Sequencing answers the question: What is the order in which the work will be done?
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
6
Gantt layout charts provide work schedule control and they are a great help in determining the best work sequences.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
7
In the V process,work begins upstream at the tributaries and flows downstream to the trunk,encountering various bottlenecks along the way.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
8
The theory of constraints was not developed to deal rationally with bottleneck-based finite production scheduling.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
9
The final step of production scheduling assigns actual jobs to designated facilities with unambiguous stipulations that they be completed at specific times.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
10
The costs of not making the best possible assignments of a set of jobs to facilities and vice verse are opportunity costs.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
11
The average amount of time it takes to complete each job in the group is the mean flow time.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
12
To reduce wastefulness of queues,the OPT system (optimum production technique,aka optimized production technology,aka the theory of constraints) recommends feeding the bottleneck.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
13
When sequencing models are used,it is assumed that (tᵢ) includes: 1.job set-up time,2.work processing or operations times,and 3.waiting times.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
14
To create standard hours it is not necessary to assume that strict proportionality exists between the productivity rates of the machines.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
15
FIFO is an appealing sequencing policy because it seems to be the fairest rule to follow.Sometimes-to emphasize the fair treatment sense-it is called "first-come,first-serve" (FCFS).
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
16
Total flow time is the cumulative time required to complete a group of jobs.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
17
Time buffers are the same as stock buffers: They both specify the amount of work that the bottleneck can keep doing if any of its other suppliers are shut off.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
18
Profit opportunity cost is the cost of assigning a job to a facility that results in not having the best possible profit.The opportunity cost is the difference between best and actual.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
19
The bottleneck is the slowest machine in the line.It sets the pace of the process.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
20
Time reserves are maintained by means of the communication links that the managers of finite scheduling call ropes.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
21
The Gantt layout chart shows the job schedule at each facility and the state of completion of all jobs.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
22
Small benefits in highly repetitive environments can add up to a substantial cash savings or profit accumulation.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
23
When there are many jobs and facilities,sequencing rules have diminishing economic importance.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
24
Shop loading is required to assign specific jobs or teams to specific facilities.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
25
Bottlenecks need to be taken into account,and the goal of synchronized manufacturing requires coordination of the entire job shop with respect to the mix of jobs that is being orchestrated.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
26
Variability of the order mix is a factor in planning capacity which requires taking corrective actions during aggregate scheduling.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
27
Shifting of job requirements can lead to an unbalanced load among departments which often happens after decisions have been made which tend to be irreversible.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
28
Often the revenue is rⱼ because it is a function of the job,j,and not the machine,i.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
29
The assignment model provides solutions when jobs compete for facilities and where it is desirable to split some job assignments.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
30
A major objective of loading is to spread the load so that waiting is minimized,flow is smooth and slow,and congestion is avoided.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
31
Sequencing inflexibility occurs when the updating of charts (redrawing them) is supported by software.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
32
P/OM decisions must often be made with fast data scans,also know as eyeballing,that rely on the assistance of charts such as the Gantt load chart.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
33
The systems approach is called for so that the total number of assignments that are made by the scheduler is minimized.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
34
By using a ratio,the production scheduler who is doing the sequencing gains greater control over the factors.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
35
The Gantt layout chart is updated once a week.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
36
If the average completion tim e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational loading priorities.
e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational loading priorities. Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
37
When determining flow times,beginning at time zero with the first job is the same as saying that release time,called rᵢ,equals zero.This might be the start of a new day,week,etc.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
38
The assignment of work and its timing need to be orchestrated.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
39
Production scheduling plans are accomplished by the shop loading function and the sequencing function for the job shop.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
40
For each machine,when the SMH index is divided by the actual machine hours available per week,the standard machine hours (SMH) available per week are obtained.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
41
Gantt charts deal with the system's realities of loading for production scheduling.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
42
The restrictive assumption is that the SMH index for each machine applies to all jobs.This is called the
A)assumption of productive equality.
B)assumption of output rationality.
C)presumption of productive proportionality.
D)presumption of output proportionality.
A)assumption of productive equality.
B)assumption of output rationality.
C)presumption of productive proportionality.
D)presumption of output proportionality.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
43
When split assignments are allowed,the transportation method cannot be used.Instead,turn to the assignment method.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
44
The backlog is generally much larger than the work in process which can be seen as work waiting on the shop floor of facility.Some managers brag about how much work is waiting.It is taken as a sign of success.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
45
Gantt charts _____.
A)deal with the system's realities of loading for production scheduling
B)show which jobs have not started that should have started
C)indicate progress toward completion
D)all of the above
A)deal with the system's realities of loading for production scheduling
B)show which jobs have not started that should have started
C)indicate progress toward completion
D)all of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
46
If jobs are the rows and facilities are the columns of an assignment problem,(see Table 16-1),then _____ yields the opportunity costs at a given facility for assigning various jobs that are not the best jobs for that facility.
A) column subtraction
B) division by the costs
C) row subtraction
D) line subtraction
A) column subtraction
B) division by the costs
C) row subtraction
D) line subtraction
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
47
The chart that reserves specific times at the various facilities for the actual jobs that have been assigned is called a _____ chart.
A)load layout
B)Gantt layout
C)sequencing layout chart
D)Gantt project chart
A)load layout
B)Gantt layout
C)sequencing layout chart
D)Gantt project chart
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
48
What ratio is produced when each job's operation time tᵢ is divided by the relative importance of that job,wᵢ?
A)sequencing ratio
B)priority ratio
C)critical ratio
D)none of the above
A)sequencing ratio
B)priority ratio
C)critical ratio
D)none of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
49
The assignment method is used to
A)minimize opportunity costs.
B)minimize column or row opportunity costs.
C)maximize opportunity costs.
D)maximize utilities.
A)minimize opportunity costs.
B)minimize column or row opportunity costs.
C)maximize opportunity costs.
D)maximize utilities.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
50
Good Gantt charting prevents split assignments that improve productivity and quality.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
51
_____ developed resource plans based on forecasts of orders in generic units such as standard hours.
A)The master production schedule (MPS)
B)Linear programming
C)Aggregate scheduling
D)Material requirements planning (MRP)
A)The master production schedule (MPS)
B)Linear programming
C)Aggregate scheduling
D)Material requirements planning (MRP)
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
52
If the average completion tim e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational sequence priorities.
e is as small as possible,the average customer's order is delayed the minimum necessary time.This can be a primary objective in determining rational sequence priorities. Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
53
The flow shop system is pre-designed to optimize production throughput by using synchronization of the production schedule at all workstations.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
54
Variability in the loading mix is a difficult problem because the time for resource planning is long past.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
55
What no-splitting-allowed method provides production schedulers with a decision model for matching jobs with facilities in an optimal way?
A)transportation method
B)Gantt loading method
C)sequencing by SPT method
D)assignment method
A)transportation method
B)Gantt loading method
C)sequencing by SPT method
D)assignment method
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
56
A determinant of what type of job shop system exists is
A)the size of jobs.
B)the number of alternative facilities for doing each job.
C)setup costs and times.
D)length of production runs.
E)all of the above
A)the size of jobs.
B)the number of alternative facilities for doing each job.
C)setup costs and times.
D)length of production runs.
E)all of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
57
_____ is (are) designed to eliminate all bottlenecks by preengineering.
A)Flow shops
B)Synchronized manufacturing
C)Continuous processes
D)both a and c
E)both a and b
A)Flow shops
B)Synchronized manufacturing
C)Continuous processes
D)both a and c
E)both a and b
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
58
Sequencing jobs according to their shortest processing times is called the
A)LPT rule.
B)SPT rule.
C)flow sequencing rule.
D)STP rule.
E)FIFO rule.
A)LPT rule.
B)SPT rule.
C)flow sequencing rule.
D)STP rule.
E)FIFO rule.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
59
Shop floor control is part of
A)loading.
B)loading and sequencing.
C)master production scheduling.
D)Gantt charting.
A)loading.
B)loading and sequencing.
C)master production scheduling.
D)Gantt charting.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
60
S.M.Johnson's algorithm derives the minimum completion times for all "no passing" cases."No passing" means:
A)the order of processing jobs through the first facility must be preserved at the last facility.
B)the order of processing jobs through the first facility must be preserved for the next facility.
C)the order of processing jobs through the first facility must be preserved for all subsequent facilities.
D)none of the above
A)the order of processing jobs through the first facility must be preserved at the last facility.
B)the order of processing jobs through the first facility must be preserved for the next facility.
C)the order of processing jobs through the first facility must be preserved for all subsequent facilities.
D)none of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
61
Gantt load charts show what kind of information?
A)Certain departments have reserved time for preventative maintenance.
B)Particular jobs cannot be split up.
C)For resolution of due date problems,cumulative backlog data can be shown for the current week and the prior week.
D)a,b,and c
E)the competitive situation.
A)Certain departments have reserved time for preventative maintenance.
B)Particular jobs cannot be split up.
C)For resolution of due date problems,cumulative backlog data can be shown for the current week and the prior week.
D)a,b,and c
E)the competitive situation.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
62
The bottleneck's processing rate is called _____ because _____.
A)the drum;it sets the production rate for all activities from upstream to downstream
B)the drum;it synchronizes only bottleneck activities
C)the buffer;the bottleneck queue sets the waiting time at that point
D)none of the above
A)the drum;it sets the production rate for all activities from upstream to downstream
B)the drum;it synchronizes only bottleneck activities
C)the buffer;the bottleneck queue sets the waiting time at that point
D)none of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
63
For synchronized manufacturing,complex flow patterns are analyzed by
A)locating the bottleneck.
B)making sure it is feasible to increase the throughput rate of the bottleneck.
C)determining appropriate time buffers.
D)all of the above
A)locating the bottleneck.
B)making sure it is feasible to increase the throughput rate of the bottleneck.
C)determining appropriate time buffers.
D)all of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
64
To reduce the wastefulness of jobs waiting in queues,the _____ system recommends feeding the bottleneck.
A)theory of constraints (TOC)
B)synchronized orchestral
C)optimum production technique (OPT)
D)Taguchi finite scheduling
E)a and c are equivalent
A)theory of constraints (TOC)
B)synchronized orchestral
C)optimum production technique (OPT)
D)Taguchi finite scheduling
E)a and c are equivalent
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
65
For the transportation model in Section 16-5 of the text,which of the symbols below is the profit per piece for each i,j cell?
A)IIij
B)PRij
C)pij
D)rij
A)IIij
B)PRij
C)pij
D)rij
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
66
_____ decisions must often be made with fast data scans that rely on the assistance of graphics such as the Gantt load chart.
A)Marketing
B)Finance
C)P/OM
D)all of the above
A)Marketing
B)Finance
C)P/OM
D)all of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
67
Too much job waiting is called _____.
A)underloading
B)overloading
C)idle time
D)backordering
A)underloading
B)overloading
C)idle time
D)backordering
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
68
_____ and _____ are done over and over again in a typical job shop.
A)Forecasting;assigning
B)Loading;assigning
C)Loading;sequencing
D)Assigning;loading
A)Forecasting;assigning
B)Loading;assigning
C)Loading;sequencing
D)Assigning;loading
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
69
For the transportation model in the text,which one of the symbols below is the profit per standard hour for each i,j cell?
A)IIij
B)PRij
C)pij
D)cij
A)IIij
B)PRij
C)pij
D)cij
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
70
Constant matching of estimated and actual times
A)shows whether the backlog is increasing,decreasing,or staying about the same.
B)reveals the knowledge and skill of the schedulers.
C)highlights bottlenecks and problem areas.
D)reveals scheduled work not completed.
A)shows whether the backlog is increasing,decreasing,or staying about the same.
B)reveals the knowledge and skill of the schedulers.
C)highlights bottlenecks and problem areas.
D)reveals scheduled work not completed.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
71
The reason that the best possible assignments cannot be made for every job is
A)many job assignments cannot be split.
B)jobs compete with each other for available time at facilities for which they are best suited.
C)best assignments are a matter of opinion.
D)assignments are temporary and conditions change.
A)many job assignments cannot be split.
B)jobs compete with each other for available time at facilities for which they are best suited.
C)best assignments are a matter of opinion.
D)assignments are temporary and conditions change.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
72
The bottleneck's processing rate is called the _____ in OPT and TOC terms.
A)rope
B)buffer
C)drum
D)batch
A)rope
B)buffer
C)drum
D)batch
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
73
Flow control can result in smaller lot sizes being made more often.This is called
A)drum-buffer-rope.
B)time buffer theory.
C)finite scheduling.
D)continuous scheduling.
A)drum-buffer-rope.
B)time buffer theory.
C)finite scheduling.
D)continuous scheduling.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
74
Each facility carries a backlog of work called _____.
A)the bottleneck
B)the load
C)burden
D)work-in-process (WIP)
A)the bottleneck
B)the load
C)burden
D)work-in-process (WIP)
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
75
The rows in the Gantt load chart represent what kinds of resources?
A)stations
B)departments
C)people
D)all of the above
A)stations
B)departments
C)people
D)all of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
76
The span of protection in TOC is called the _____.It is varied to protect (plant activities) against disruption of the production processes.
A)drum-buffer-rope
B)finite scheduling
C)constraints
D)time buffer
A)drum-buffer-rope
B)finite scheduling
C)constraints
D)time buffer
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
77
The _____ model is based on opportunity costs,which are the costs of not making the best possible assignments of jobs to facilities and vice versa.
A)SPT
B)subtraction
C)sequencing
D)assignment
A)SPT
B)subtraction
C)sequencing
D)assignment
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
78
A criterion that must be satisfied for using the transportation approach to shop loading is
A)reasonable proportionality exists between machine output rates.
B)when the conditions for SMH apply,a heuristic modification of the transportation method is tried.
C)work is assigned to the facilities without regard to the order in which the jobs are performed.
D)none of the above
A)reasonable proportionality exists between machine output rates.
B)when the conditions for SMH apply,a heuristic modification of the transportation method is tried.
C)work is assigned to the facilities without regard to the order in which the jobs are performed.
D)none of the above
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
79
When work is going to be late,or it is expected to miss the due date,it is said to be
A)imperfect.
B)backlogged.
C)an opportunity cost.
D)a loss function.
A)imperfect.
B)backlogged.
C)an opportunity cost.
D)a loss function.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
80
On the face of it,the most natural arrangement for doing work is in the order that the jobs are received.This is the same as
A)random walk selection.
B)LIFO.
C)FOFI.
D)FIFO.
A)random walk selection.
B)LIFO.
C)FOFI.
D)FIFO.
Unlock Deck
Unlock for access to all 116 flashcards in this deck.
Unlock Deck
k this deck
Unlock Deck
Unlock for access to all 116 flashcards in this deck.


