Exam 19: Statistical Applications in Quality Management Online
Exam 1: Defining and Collecting Data207 Questions
Exam 2: Organizing and Visualizing Variables213 Questions
Exam 3: Numerical Descriptive Measures167 Questions
Exam 4: Basic Probability171 Questions
Exam 5: Discrete Probability Distributions217 Questions
Exam 6: The Normal Distributions and Other Continuous Distributions189 Questions
Exam 7: Sampling Distributions135 Questions
Exam 8: Confidence Interval Estimation189 Questions
Exam 9: Fundamentals of Hypothesis Testing: One-Sample Tests187 Questions
Exam 10: Two-Sample Tests208 Questions
Exam 11: Analysis of Variance216 Questions
Exam 12: Chi-Square and Nonparametric Tests178 Questions
Exam 13: Simple Linear Regression214 Questions
Exam 14: Introduction to Multiple Regression336 Questions
Exam 15: Multiple Regression Model Building99 Questions
Exam 16: Time-Series Forecasting173 Questions
Exam 17: Business Analytics115 Questions
Exam 18: A Roadmap for Analyzing Data329 Questions
Exam 19: Statistical Applications in Quality Management Online162 Questions
Exam 20: Decision Making Online129 Questions
Exam 21: Understanding Statistics: Descriptive and Inferential Techniques39 Questions
Select questions type
SCENARIO 19-8 Recently, a university switched to a new type of computer-based registration.The registrar is concerned with the amount of time students are spending on the computer registering under the new system.She decides to randomly select 8 students on each of the 12 days of the registration and determine the time each spends on the computer registering.The range, mean, and standard deviation of the times required to register are in the table that follows. 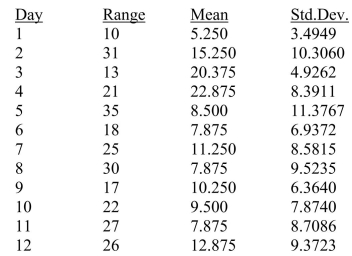 -Referring to Scenario 19-8, an
-Referring to Scenario 19-8, an  chart is to be used for the time required to register.The center line of this chart is located at __________.
chart is to be used for the time required to register.The center line of this chart is located at __________.
Free
(Short Answer)
4.8/5  (32)
(32)
Correct Answer: Verified
Verified
11.65
The Cp index measures the potential of a process, not its actual performance.
Free
(True/False)
4.8/5 (32)
Correct Answer:Verified
True
Which of the following is not part of the DMAIC process in Six Sigma management?
Free
(Multiple Choice)
4.9/5 (45)
Correct Answer:Verified
B
CPL >1 implies that the process mean is more than 3 standard deviation away from the lower specification limit.
(True/False)
4.8/5 (37)
The Shewhart-Deming cycle plays an important role in which of the following Deming's 14 points for management?
(Multiple Choice)
4.9/5 (36)
SCENARIO 19-9 The manufacturer of canned food constructed control charts and analyzed several quality characteristics.One characteristic of interest is the weight of the filled cans.The lower specification limit for weight is 2.95 pounds.The table below provides the range and mean of the weights of five cans tested every fifteen minutes during a day's production. 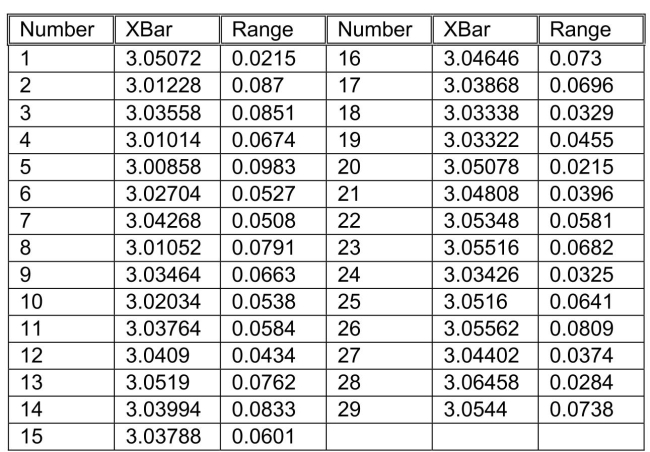 -Referring to Scenario 19-9, based on the
-Referring to Scenario 19-9, based on the  chart, it appears that the process is in control.
chart, it appears that the process is in control.
(True/False)
4.9/5 (30)
SCENARIO 19-4 A factory supervisor is concerned that the time it takes workers to complete an important production task (measured in seconds)is too erratic and adversely affects expected profits.The supervisor proceeds by randomly sampling 5 individuals per hour for a period of 10 hours.The sample mean and range for each hour are listed below. 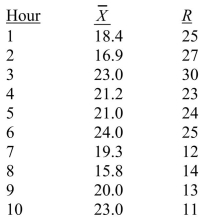 She also decides that lower and upper specification limits for the critical-to-quality variable should be 10 and 30 seconds, respectively.
-Referring to Scenario 19-4, what is the value of the C
She also decides that lower and upper specification limits for the critical-to-quality variable should be 10 and 30 seconds, respectively.
-Referring to Scenario 19-4, what is the value of the C  index?
index?
(Short Answer)
4.8/5 (32)
SCENARIO 19-10 Below is the number of defective items from a production line over twenty consecutive morning shifts. 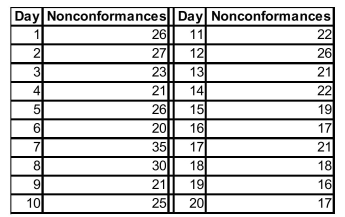 -Referring to Scenario 19-10, the c chart suggests that the special cause of variation must be incorporated into the process to become part of the permanent ongoing process.
-Referring to Scenario 19-10, the c chart suggests that the special cause of variation must be incorporated into the process to become part of the permanent ongoing process.
(True/False)
4.8/5 (45)
 indicates that if the process average can be centered, then more than 99.73% of the observations will fall inside the specification limits.
indicates that if the process average can be centered, then more than 99.73% of the observations will fall inside the specification limits.
(True/False)
4.8/5 (36)
SCENARIO 19-7 A supplier of silicone sheets for producers of computer chips wants to evaluate her manufacturing process.She takes samples of size 5 from each day's output and counts the number of blemishes on each silicone sheet.The results from 20 days of such evaluations are presented below. 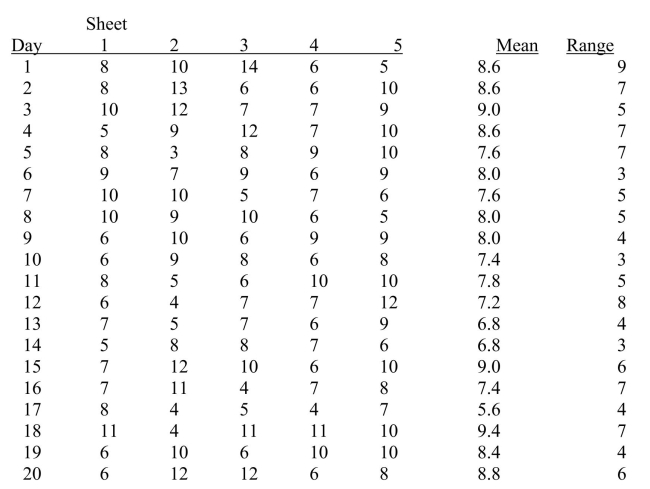 She also decides that the upper specification limit is 10 blemishes.
-Referring to Scenario 19-7, an R chart is to be constructed for the number of blemishes. The upper control limit for this data set is ________.
She also decides that the upper specification limit is 10 blemishes.
-Referring to Scenario 19-7, an R chart is to be constructed for the number of blemishes. The upper control limit for this data set is ________.
(Short Answer)
4.9/5 (35)
SCENARIO 19-10 Below is the number of defective items from a production line over twenty consecutive morning shifts.
-Referring to Scenario 19-10, construct a c chart for the number of defective items.
(Essay)
4.9/5 (32)
SCENARIO 19-8 Recently, a university switched to a new type of computer-based registration.The registrar is concerned with the amount of time students are spending on the computer registering under the new system.She decides to randomly select 8 students on each of the 12 days of the registration and determine the time each spends on the computer registering.The range, mean, and standard deviation of the times required to register are in the table that follows.
-Referring to Scenario 19-8, an  chart is to be used for the time required to register.One way to obtain the control limits is to take the grand mean and add and subtract the product of A2 times the mean of the sample ranges.For this data set, the value of A2 is ________.
chart is to be used for the time required to register.One way to obtain the control limits is to take the grand mean and add and subtract the product of A2 times the mean of the sample ranges.For this data set, the value of A2 is ________.
(Short Answer)
4.8/5 (28)
SCENARIO 19-7 A supplier of silicone sheets for producers of computer chips wants to evaluate her manufacturing process.She takes samples of size 5 from each day's output and counts the number of blemishes on each silicone sheet.The results from 20 days of such evaluations are presented below. She also decides that the upper specification limit is 10 blemishes.
-Referring to Scenario 19-7, an  chart is to be used for the number of blemishes.One way to obtain the control limits is to take the grand mean and add and subtract the product of
chart is to be used for the number of blemishes.One way to obtain the control limits is to take the grand mean and add and subtract the product of  times the mean of the sample ranges.For this data set, the value of
times the mean of the sample ranges.For this data set, the value of  is ________.
is ________.
(Short Answer)
4.8/5 (42)
SCENARIO 19-7 A supplier of silicone sheets for producers of computer chips wants to evaluate her manufacturing process.She takes samples of size 5 from each day's output and counts the number of blemishes on each silicone sheet.The results from 20 days of such evaluations are presented below. She also decides that the upper specification limit is 10 blemishes.
-Referring to Scenario 19-7, construct an R chart for the number of blemishes.
(Essay)
4.8/5 (36)
Variation due to the inherent variability in a system of operation is called
(Multiple Choice)
4.8/5 (39)
The principal focus of the control chart is the attempt to separate special or assignable causes of variation from common causes of variation.Which causes of variation can be reduced only by changing the system?
(Multiple Choice)
4.7/5 (37)
The SS method establishes ways to organize necessary housekeeping aspects of a work environment.
(True/False)
4.8/5 (24)
Developing operational definitions for each critical-to-quality characteristic involves which part of the DMAIC process?
(Multiple Choice)
4.8/5 (37)
Filters
- Essay(0)
- Multiple Choice(0)
- Short Answer(0)
- True False(0)
- Matching(0)