Exam 5: Constraint Management
Exam 1: Using Operations to Create Value115 Questions
Exam 2: Process Strategy and Analysis239 Questions
Exam 3: Quality and Performance198 Questions
Exam 4: Capacity Planning120 Questions
Exam 5: Constraint Management136 Questions
Exam 6: Lean Systems166 Questions
Exam 7: Project Management139 Questions
Exam 8: Forecasting150 Questions
Exam 9: Inventory Management205 Questions
Exam 10: Operations Planning and Scheduling149 Questions
Exam 11: Resource Planning124 Questions
Exam 12: Supply Chain Design77 Questions
Exam 13: Supply Chain Logistic Networks114 Questions
Exam 14: Supply Chain Integration120 Questions
Exam 15: Supply Chain Sustainability78 Questions
Exam 16: Supplement A Decision Making107 Questions
Exam 17: Supplement J Operations Scheduling123 Questions
Exam 18: Supplement K Layout39 Questions
Exam 19: Supplement B Waiting Lines111 Questions
Exam 20: Supplement C Special Inventory Models53 Questions
Exam 21: Supplement D Linear Programming87 Questions
Exam 22: Supplement E Simulation54 Questions
Exam 23: Supplement F Financial Analysis55 Questions
Exam 24: Supplement G Acceptance Sampling Plans87 Questions
Exam 25: Supplement H Measuring Output Rates108 Questions
Exam 26: Supplement I Learning Curve Analysis50 Questions
Select questions type
Lanny discovers that the bottleneck is the riveting machine so he schedules all production around when that machine is available. This is an example of elevating the constraint in the five-step constraint management process.
(True/False)
4.7/5  (27)
(27)
The fifth step in Theory of Constraints application, "do not let inertia set in," means that the analyst should:
(Multiple Choice)
4.9/5 (35)
Describe a process from your own personal experience at home or work that suffers from a lack of sufficient throughput. Apply the first four TOC steps to address the situation, assuming you have complete authority to do so.
(Essay)
4.7/5 (31)
Balance the line in order to achieve maximum output for this ten activity product. Determine the number of units produced in a seven hour work day and the total idle time in hours.
(Essay)
4.9/5 (38)
Consider consecutive processes A-B-C, where process A has a capacity of 20 units per hour, process B has a capacity of 25 units per hour, and process C has a capacity of 30 units per hour. Where would an operations manager want any inventory?
(Multiple Choice)
4.9/5 (36)
An assembly line has to perform 10 work elements, whose time requirements follow. An operations analyst has found a solution using some heuristics, as shown in the table. If the cycle time of the line is 90 seconds, what is the efficiency of the assembly line? 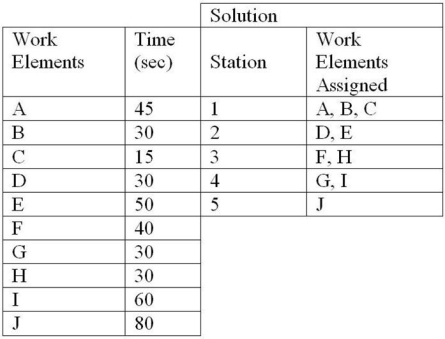
(Multiple Choice)
4.9/5 (32)
Table 5.1
A company makes four products that have the following characteristics: Product A sells for $50 but needs $10 of materials and $15 of labor to produce; Product B sells for $75 but needs $30 of materials and $15 of labor to produce; Product C sells for $100 but needs $50 of materials and $30 of labor to produce; Product D sells for $150 but needs $75 of materials and $40 of labor to produce. The processing requirements for each product on each of the four machines are shown in the table.
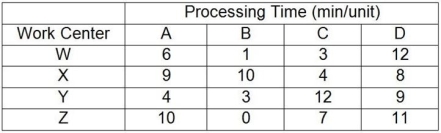 Work centers W, X, Y, and Z are available for 40 hours per week and have no setup time when switching between products. Market demand for each product is 80 units per week. In the questions that follow, the traditional method refers to maximizing the contribution margin per unit for each product, and the bottleneck method refers to maximizing the contribution margin per minute at the bottleneck for each product.
-Use the information in Table 5.1. Using the bottleneck method, in what sequence should products be scheduled for production?
Work centers W, X, Y, and Z are available for 40 hours per week and have no setup time when switching between products. Market demand for each product is 80 units per week. In the questions that follow, the traditional method refers to maximizing the contribution margin per unit for each product, and the bottleneck method refers to maximizing the contribution margin per minute at the bottleneck for each product.
-Use the information in Table 5.1. Using the bottleneck method, in what sequence should products be scheduled for production?
(Multiple Choice)
4.8/5 (39)
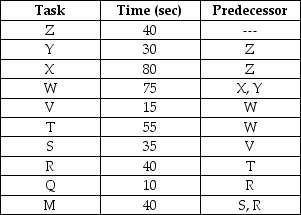
Table 5.7
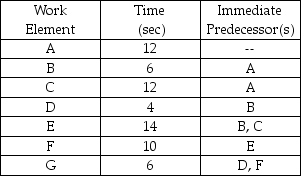
The Terminal Company is attempting to balance its assembly line of high-voltage electrical connectors. The desired output for the line is 50 connectors per hour, and the information on the work elements for this assembly line is as follows.
 -Use the information from Table 5.7 to balance this line. What is the most efficient solution?
-Use the information from Table 5.7 to balance this line. What is the most efficient solution?
(Multiple Choice)
4.9/5 (40)
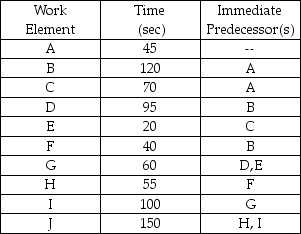
Table 5.5
Balance the following line for an output rate of 3 units per minute.
 -Use the information in Table 5.5. What is the balance delay for your solution?
-Use the information in Table 5.5. What is the balance delay for your solution?
(Multiple Choice)
4.8/5 (33)
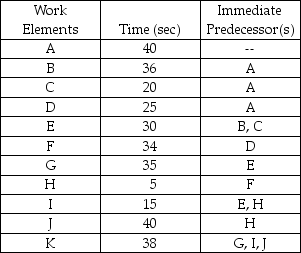
Balance the assembly line using the following task information contained in the table. The desired output is 360 units per day. Available production time per day is 480 minutes. What is the efficiency for the balanced assembly line?
(Essay)
4.8/5 (39)
What is the definition of "theoretical maximum efficiency"?
(Multiple Choice)
4.8/5 (34)
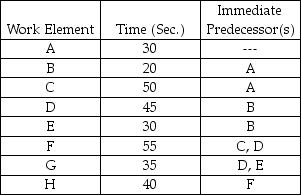
Table 5.4
The Superior Management Company assembles muffalettas in The Big Easy. The steps to making a world class sandwich and the time required (in seconds) for each step are shown in the table.
 -Customers demand muffalettas at the rate of 20 sandwiches per hour. Use the information in Table 5.4 to determine how many workstations are needed to balance this line to maximum efficiency.
-Customers demand muffalettas at the rate of 20 sandwiches per hour. Use the information in Table 5.4 to determine how many workstations are needed to balance this line to maximum efficiency.
(Multiple Choice)
4.9/5 (35)
What are five of the seven key principles of the Theory of Constraints?
(Essay)
4.9/5 (29)
Table 5.3
King Supply makes four different types of plumbing fixtures: W, X, Y and Z. The contribution margins for these products are: $70 for Product W, $60 for Product X, $90 for Product Y and $100 for Product Z. Fixed overhead is estimated at $5,500 per week. The manufacture of each fixture requires four machines, Machines #1, 2, 3 and 4. Each of the machines is available for 40 hours a week and there is no setup time required when shifting from the production of one product to any other. The processing requirements to make one unit of each product are shown in the table. Weekly product demand for the next planning period has been forecasted as follows: 70 Ws, 60 Xs, 50 Ys and 30 Zs.
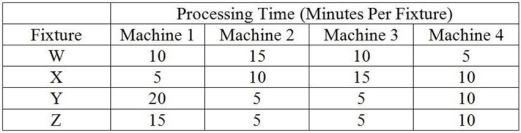 In the questions that follow, the traditional method refers to maximizing the contribution margin per unit for each product, and the bottleneck method refers to maximizing the contribution margin per minute at the bottleneck for each product.
-Use the information in Table 5.3. Using the traditional method, in what sequence should the fixtures be scheduled for production?
In the questions that follow, the traditional method refers to maximizing the contribution margin per unit for each product, and the bottleneck method refers to maximizing the contribution margin per minute at the bottleneck for each product.
-Use the information in Table 5.3. Using the traditional method, in what sequence should the fixtures be scheduled for production?
(Multiple Choice)
4.8/5 (34)
Table 5.1
A company makes four products that have the following characteristics: Product A sells for $50 but needs $10 of materials and $15 of labor to produce; Product B sells for $75 but needs $30 of materials and $15 of labor to produce; Product C sells for $100 but needs $50 of materials and $30 of labor to produce; Product D sells for $150 but needs $75 of materials and $40 of labor to produce. The processing requirements for each product on each of the four machines are shown in the table.
Work centers W, X, Y, and Z are available for 40 hours per week and have no setup time when switching between products. Market demand for each product is 80 units per week. In the questions that follow, the traditional method refers to maximizing the contribution margin per unit for each product, and the bottleneck method refers to maximizing the contribution margin per minute at the bottleneck for each product.
-Use the information in Table 5.1. Using the traditional method, which product should be scheduled first?
(Multiple Choice)
4.8/5 (43)
A line that produces several items belonging to the same family is called a:
(Multiple Choice)
4.9/5 (31)
Filters
- Essay(0)
- Multiple Choice(0)
- Short Answer(0)
- True False(0)
- Matching(0)